There are several ways available to prevent them from happening. If you take certain precautionary steps during welding as well as perform certain maintenance steps, these weld cracks can be prevented. We will explain everything you need to know about weld cracks and how to prevent them.
How Do Welds Crack?
When there is internal stress that exceeds the strength of the weld material, cracks start to develop. There are several reasons why the internal stress can become higher than the strength of the weld material. These reasons can be improper heat treatment, weld geometry, the concentration of the stress, and the properties of the material. Coming specifically to stress, the physical load, as well as the residual stress, are the two main factors behind welding cracks developing. Residual stress generally weakens the joint, while the physical load actually cracks up the weld. Residual stress develops during the expansion and contraction of the material during the welding process. Internal cracks can develop when the weld material or the base material is not very strong to mitigate the force applied to them. Physical loads include extreme vibration and tension on the weld joint, as well as compression and flexing. Besides, the ability of the weld joint to sustain physical load reduces with aging and the number of times it is subjected to extreme loads. Considering all these factors, there are mainly two categories of weld cracks, and they are discussed below.
What Are Hot Cracks?
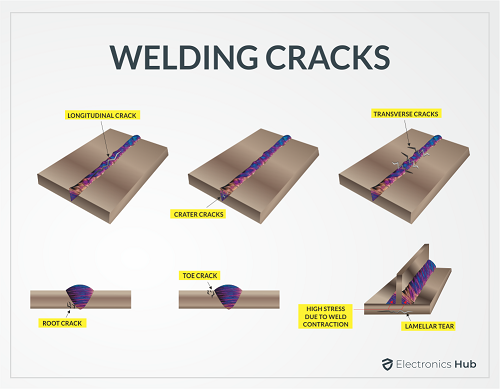
Hot cracks develop when the welds have not fully solidified. Due to different reasons, the weld metal gets torn partially and mostly longitudinally through the center of the weld line. Hot cracks appear during the welding process in most cases. If not, they will appear immediately after the welding process during the observation period. In that case, the weld metal freezes and shrinks, and the boundaries become weak due to partial melting during the welding process. Naturally, when pressure is applied, cracks start to develop. There are three types of hot cracks that can develop.
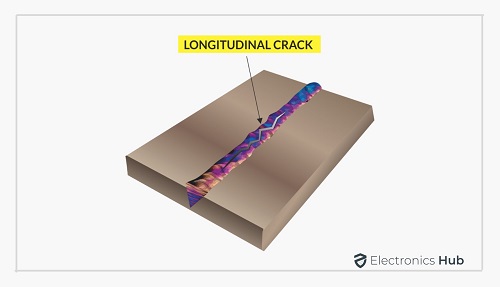
1. Longitudinal Crack
It is the most common hot crack and it spans through the entire weld. It occurs during the welding or immediately after the welding. The ones having concave welds are more vulnerable to longitudinal cracks. Steel with high carbon or low manganese is likely to have longitudinal cracks.
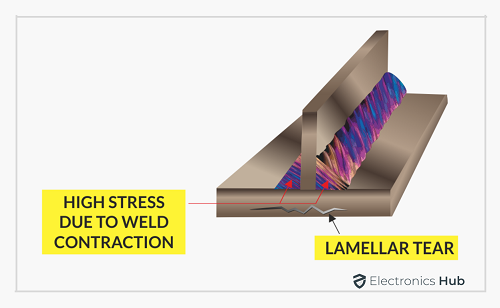
2. Lamellar Tear
When the hot cracks occur in the parent material rather than the welded joint, it is called lamellar tear. This occurs when steel has high sulphur content, and the ductility is low. Besides, this mostly occurs with rolled steel plates.
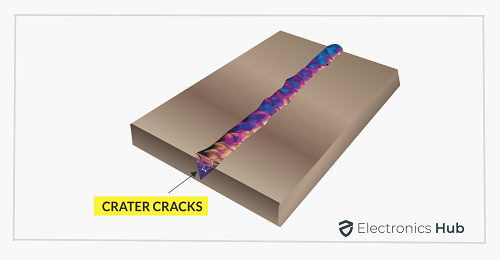
3. Crater Crack
This crack forms towards the end of the weld, and it slowly spreads throughout the weld. This can happen due to low weld metal or shallow weld beads. Therefore, the weld material needs to be enough to avoid this hot crack.
What Are Cold Cracks?
Cold cracks develop after the welding process gets over. It can be immediate as well as after some time. Some cold cracks can take months to appear, and they may not appear until a certain load is applied. Cold cracks are tricky because they appear inside the weld rather than on the surface. That is why they are hard to see initially, and you may need to perform a radiographic test to detect these cold cracks. In the professional world, an X-ray is performed after a certain time to ensure there is no cold crack developing. The most common reason is hydrogen combining with weld metal, and the arc heat breaks the hydrogen molecule. When these molecules accumulate at one spot, a cold crack may form. Apart from hydrogen, stress can also be a factor. Hydrogen can come from dirt, oil, paint, filler metal, electrodes, and much more. There are three types of cold cracks, and we have discussed them below.
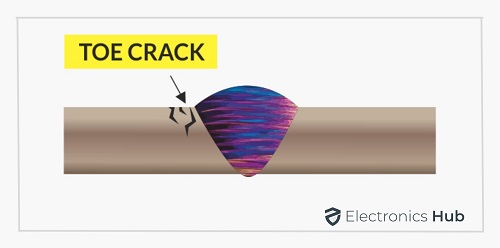
1. Toe Crack
The most common place where cold cracks can appear is at the weld toes. This is because the toes are where the hydrogen molecules diffuse and accumulate. At the same time, weld toes are where the stress is the maximum.
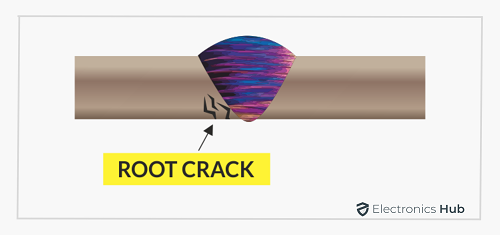
2. Root Crack
Depending on the geometry of the joint and the object where the weld is done, root cracks can be common as well. Such cold cracking is also referred to as underbead cracking.
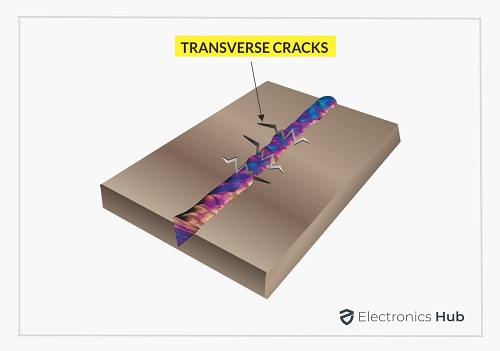
3. Transverse & Fusion Line Crack
Transverse cracks are common in high-strength steel. Unlike other cold cracks, these cracks may not be visible with a little magnification. The fusion line cracks are not common, but they may form parallel to the weld fusion area.
How To Prevent Weld Cracks From Occurring?
There are several precautionary steps you can take to prevent weld cracks from happening and we have discussed them below.
1. Get The Perfect Filler Material
You should invest in getting the best filler material for the welding process. Filler material is the biggest culprit behind crack formation. This is true especially when you are welding steel, aluminum, and such materials where precise filler materials need to be used. The bond between the filler and the metal will be strong for strength and longevity.
2. Preheat Ferrous Metal
Always preheat ferrous metals to cut off the cooling stresses as well as allow hydrogen to leave the metal. By preheating, you can bring down the hydrogen mitigation rate, and hence, there is a less likely chance of cracks formation. You should know the preheat requirements of the metals, especially the steel type you are using, for the best result.
3. Slow Down The Cooling
You need to slow down the cooling rate so that hydrogen diffusion improves and leaves the weld metal. To slow down the cooling, a heat blanket is a common solution. Some welders use welding ovens and even an induction heating process to bring down the cooling rate.
4. Avoid Welding High Sulfur Steel
We have already stated previously that steel with high sulfur content is not good for welding. This is because they are very likely to have hot cracks. This is because the boiling point of sulfur is around 239-degree Fahrenheit. Once sulfur reaches the liquefaction state, it starts to accumulate towards the centreline, and after solidification, it cracks up immediately.
5. Avoid Certain Beads
You should avoid welding beads that are extremely concave or convex in shape. This is because the deposition of the filler metal will not be proper, and this will lead to cracks eventually. Similarly, the convex beads will have too much filler metal deposition, and that too can crack it up eventually. These cracks are likely to occur towards the weld toes due to internal stress during metal expansion. Therefore, your aim should be to go for normal fill and regular beads with a slightly convex or concave shape that is manageable.
6. Choose Materials Wisely
Quality materials are keys to high-quality welding that is sustainable for a long time. You need to choose the filler and parental materials very wisely without compromising their quality. The additives in the metals should be properly distributed and mixed to prevent cracks. Similarly, you should store the materials properly so that impurities such as rust do not form on them. At times, improper storage leads to changes in chemical composition due to mechanical load and thermal treatment.
7. Pay Attention to Stress
When you restrain the welded parts, the weld does not get enough room for proper expansion or even contraction. This leads to internal stress, and after a certain load is applied, cracks start to appear. Therefore, you should keep some room for the welded parts to be free during and even after the welding period.
8. Avoid Hydrogen Shielding Gas
There are many who prefer hydrogen as the shielding gas as it is readily available and costs less than others. However, when you use hydrogen as a shielding gas for welding ferrous metals such as carbon steel, cracks are inevitable in the short to long run.
9. Get Width-to-Depth Weld Ratio
If a material is likely to get a hot crack and you get the width-to-depth weld ratio slightly wrong, disaster is inevitable. The shape of the bead also determines how the metal solidifies and if it will result in internal stress. Generally, the width-to-depth weld ratio is kept between 0.5 to 0.8. But anything beyond the range is likely to cause cracks.
10. Fill The Crater Properly
When you are filling up a weld crater, you should fill it up properly. This means you should fill it in such a way that it goes hand in hand with the rest of the weld. You should pay special attention when you are ending the bead because improper filling makes the crater crack sooner than later.
Conclusion
Weld cracks are common but they can be prevented if certain precautionary steps are taken. Since weld cracks can be dangerous, regular inspection is required. But more attention should be given during the welding process to eliminate cracks from appearing. If cracks have appeared, you have to repair as soon as possible so that the cracks do not expand and cause further danger. Comment * Name * Email * Website
Δ
![]()
![]()
![]()
![]()
![]()

